










—
FELDER - FORMAT4
Profit H200 13.33
Centro di lavoro per serramenti
Codice: 548
restore Anno di produzione: 2017 error_outline Stato: Buono
domain Disponibilità: In magazzino check_circle Normativa CE: Conforme
Numero assi controllati:
4
Testa a forare
Numero bracci:
6
Descrizione
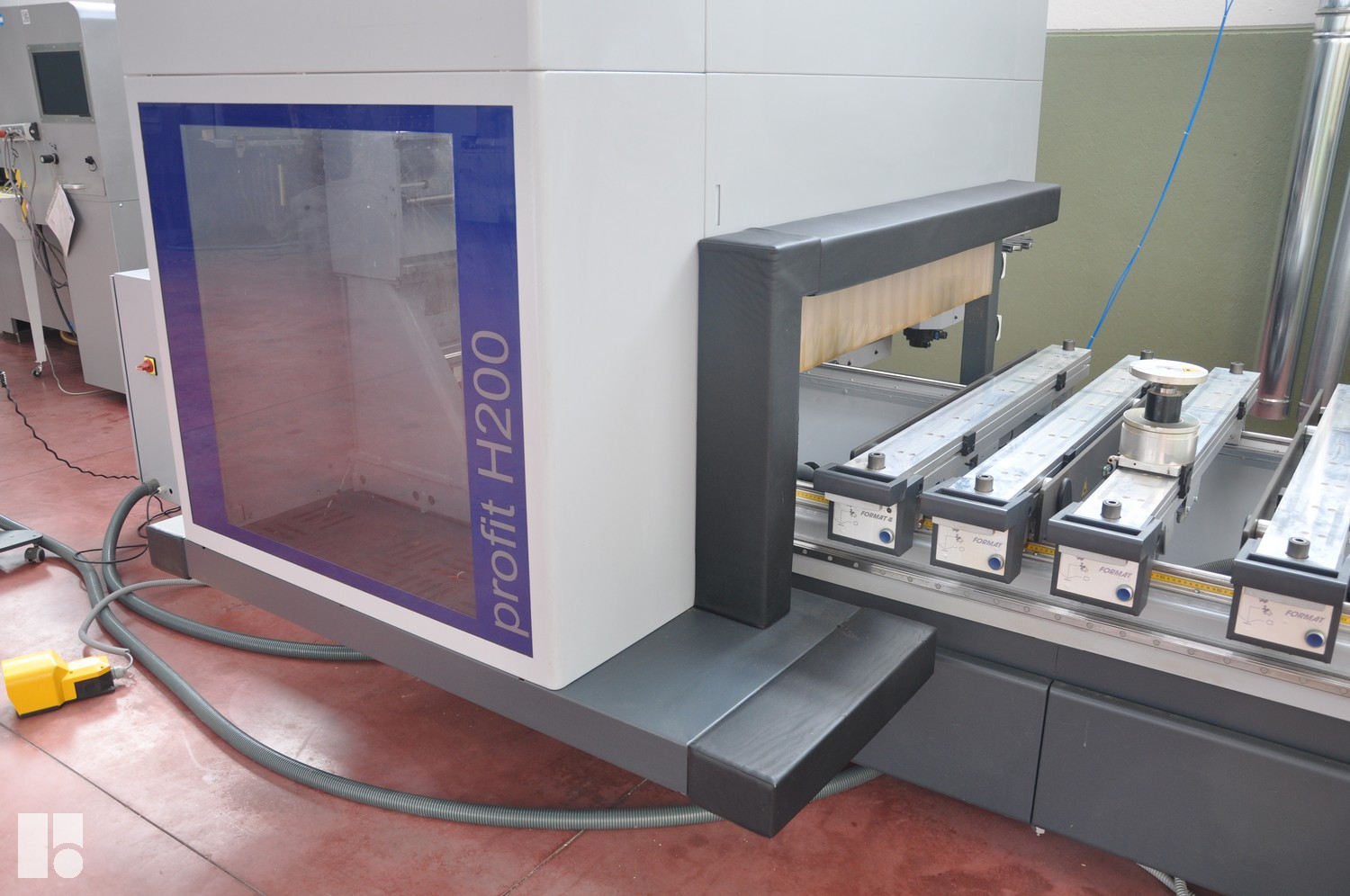
Centro di lavoro per serramenti
FELDER – FORMAT4 Profit H200 13.33
Sistema di sicurezza per alimentazione per il computer
Indicazione ottica dello stato della macchina - I diversi colori rendono riconoscibile lo stato della macchina
Striscia di illuminazione a LED blu, integrato nell’attacco anteriore del supporto
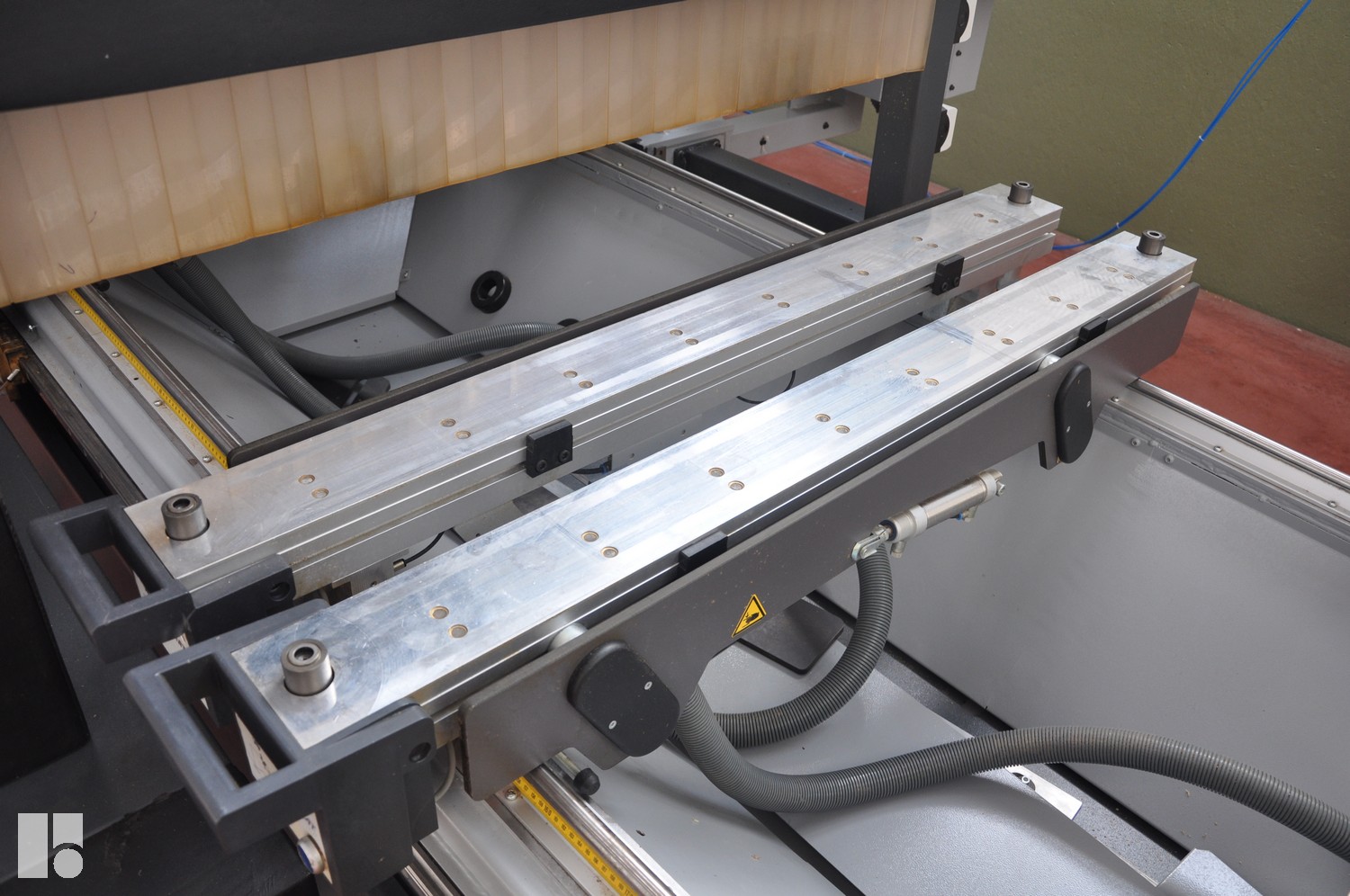
6 poggiapezzi con fila di battute anteriore e posteriore
4 dispositivi di inserimento con fila di perni di battuta davanti e dietro
Sistema per vuoto a doppio circuito senza tubi flessibili, con altezza di aspirazione 100 mm.
Bloccaggio pneumatico dei poggiapezzi su alberi tubolari temprati e rettificati
Attacco aria compressa comandato per tenditori a squadra 6 poggiapezzi
Monitoraggio di tutti i cilindri di battuta con 2 file di battute
2 listelli di battuta continui in direzione Y - Montato sul cilindro di battuta alla terminazionedestra e sinistra della zona di lavoro
Testa di foratura DH 24 6H 2S invece di DH 16 4H 2S
Verticale 18 mandrini: 12 mandrini nella direzione X e 6 mandrini nella direzione Y.
In orizzontale 6 mandrini: 4 mandrini nella direzione X e 2 mandrini nella direzione Y.
2 seghe per scanalature - una direzione X e una in direzione Y, max. diametro lama 120 mm
Asse C 0-360°
Un posto pick-up per cuffia paratrucioli a seguire in X
Sistema automatico di misurazione lunghezza utensile e cambiautensile lineare da 10 a sinistra a bordo basamento macchina incl. posto pickup per aggregati
Cambio utensili a piatto da 18 a seguire in X
Sistema di vuoto 180 m3/h invece di 90 m3/h
Terminale operatore mobile invece di terminale fisso
Simulatore 3D con controllo di collisione per Woodflash alla postazione di lavoro della macchina
Software F4Frame per costruzioni di telai e di finestre
F4design (incl. post-processor (PP) 3 assi)
Dotazione macchina:
N.8 Ventose 140 x 115 x 100 mm
N. 4 Ventose 125 x 75 x 100 mm in X
N. 8 Morse di bloccaggio tonde
N. 4 Morse di bloccaggio quadre
Corsa degli assi:
X= 4000 mm
Y= 1670 mm
Z= 500 mm
Specifiche tecniche
Utili di lavoro
Utile X
3300 mm
Utile Y
1280 mm
Utile Z
150 mm
Dettagli
Numero teste
1
Numero assi controllati
4
Potenza motore principale
12 kW
Attacco frese motore principale
HSK 63F
Testa a forare
check_circle
Numero posizioni magazzino utensili
12 + 18
Numero bracci
6
Quantità ventose
12
Quantità morse (Optional)
12
Tipo di sicurezza
Bumpers
Pompa del vuoto
2 x 90 mc3
Software/C.N.
Software
Woodflash
Generali
Dimensioni d'ingombro*
6600x3350x2300 mm
Peso*
3700 kg
kW totali*
22
*I valori riportati potrebbero subire variazioni in base alla configurazione della macchina.
Macchinari correlati
FELDER - FORMAT4 PROFIT H10 22.32
Centri di lavoro / CNC / Pantografi
Centro di lavoro per, taglio pannelli, forature e fresature – in qualsiasi forma desiderata!
FELDER - FORMAT4 PROFIT H10 22.32
Centri di lavoro / CNC / Pantografi
CNC-Squadrare
Caricare il pannello e si parte con la sezionatura, l’H10 dopo il carico del pannello lavora da sola e non occorrono ulteriori lavori di manipolazione.
Taglio di forme libere: ogni forma è possibile
Scarto minimo di materiale grazie alla tecnologia Nesting
Elevata precisione del taglio, il semplice taglio = taglio a formato, i pezzi sezionati sono subito lavora...
FELDER - FORMAT4 PROFIT H08 16.31
Centri di lavoro / CNC / Pantografi
Centro di lavoro CNC
FELDER - FORMAT4 PROFIT H08 16.31
Centri di lavoro / CNC / Pantografi
NESTING CNC – EFFICIENZA CON L' AUTOMAZIONE
Sviluppato per un uso universale, questo vero multitalento convince anche il cliente più esigente con la sua elevata precisione e la sua impressionante produttività nella lavorazione dei materiali più diversi.
La profit H 08 16.31 è di una flessibilità ed efficienza massima e convince già nella versione base con 11...
LARI e LARI FR20
Centri di lavoro / CNC / Pantografi
Centro di lavoro di fresatura, anubatura e bedanatura
LARI e LARI FR20
Centri di lavoro / CNC / Pantografi
Movimentazione assi con cremagliere e viti a ricircolo di sfere.
Controllo numerico industriale.
Sistema oprativo windows XP.
Video a colori TFT 12"
Interpolazione lineare, circolare, elicoidale, spline.
Programmazioni parametriche tramite macro pre impostate.
Composizione macchina:
Elettromandrino 3,4 kW a 18.000 rpm
Attacco pinza ER32
3 assi int...
HOLZHER 7120F
Centri di lavoro / CNC / Pantografi
Centro di lavoro per pannelli
HOLZHER 7120F
Centri di lavoro / CNC / Pantografi
Campo di lavoro:
- X: 3830 mm
- Y: 1148 mm
- Z: 180 mm
- X "" Y "velocità di traslazione asse 78 m / min.
-Velocità lineare nell'asse Z: 25 rpm.
-Elettromandrino 12KW HSK63F raffreddato a liquido
ASSE "C" VECTOR per rotazione a 360 ° e posizionamento delle teste angolari con regolazione automatica della rotazione tramite controllo numerico.
Sistema di r...
Richiedi informazioni
FELDER – FORMAT4 Profit H200 13.33